26
SITE VISIT
TEREX
ACT
DECEMBER 2013
were not dedicated and the backlog was
huge. They could not get machines out the
door.”
Slater, whose career had centered on
implementing the lean manufacturing
model, was recruited to turn things
around.
“It was a long process, and each year we
implemented more lean principles,” he
said. “In 2008, we had record rough terrain
crane production and delivery – triple
digits in a month at one point.”
Continuous improvement
While the lean manufacturing model keys
on eliminating waste and the constant
creation of efficiencies, it also has a huge
quality component, which Slater said is the
final piece of the puzzle.
“We started tracking deficits and
implementing counter measures,” he
said. “I would put the quality of our
rough terrain cranes up against any RT
produced.”
Quality initiatives have centered on
fixing the root of a problem through
training. For instance, one of the common
defects the company tracked was loose
fasteners.
The Quality Team assessed the problem
and recommended a solution. A “witness
mark” system was developed in which
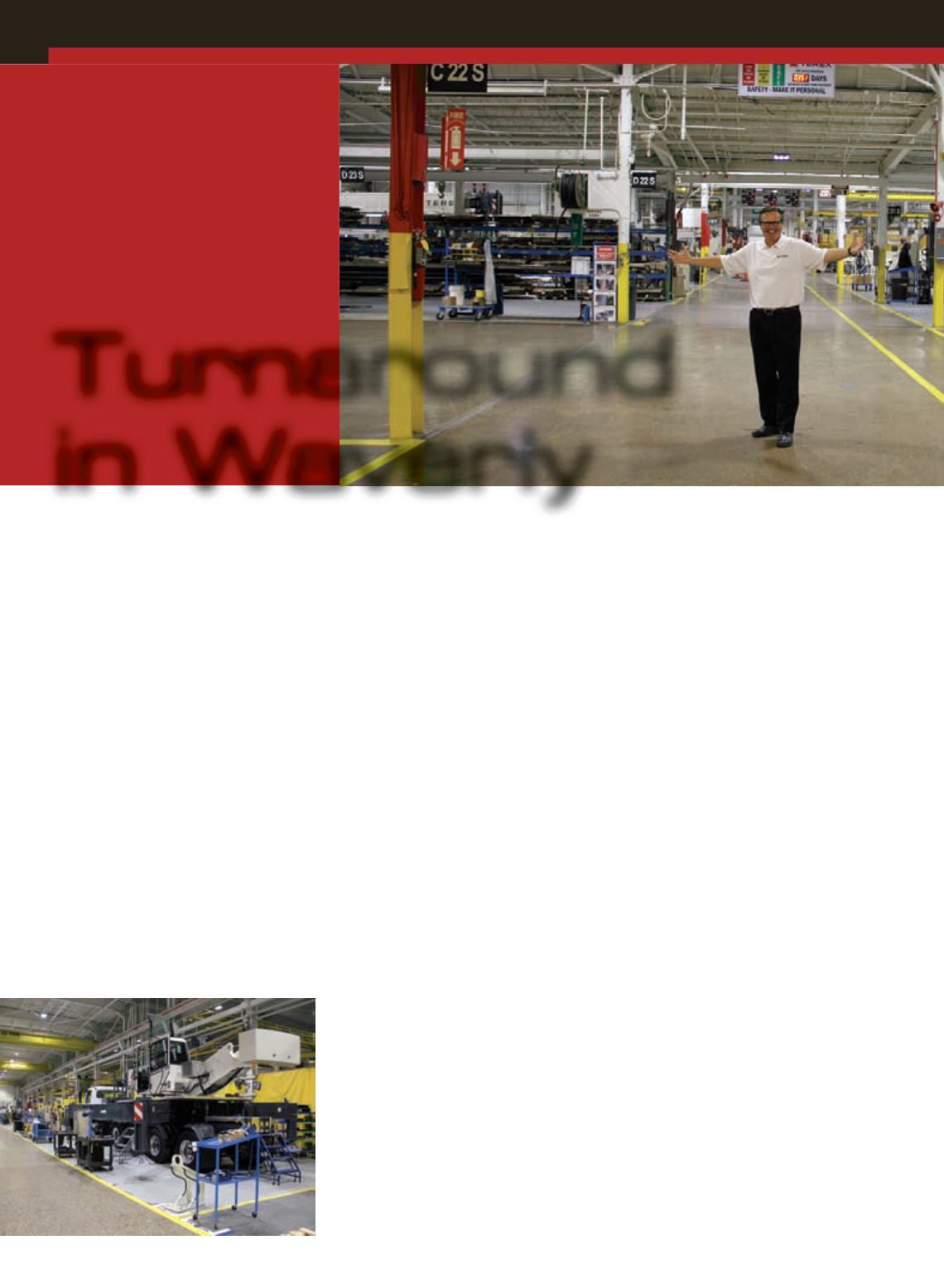
Turnaround
in Waverly
S
ince it was built in 1945, the
Terex Cranes manufacturing
facility in Waverly, IA has
seen a lot of construction equipment
pass out of its doors, ranging from the
classic truck-mounted Bantam cranes
to Koehring-Bantam excavators to
Simon-RO Stinger boom trucks to
today’s Crossover 4500 truck cranes and
Quadstar 1100 rough terrain cranes.
Today, the old plant has a new look that
has been evolving since 2005. At that time,
the Waverly facility started the process to
becoming a lean manufacturing facility,
according to Dan Slater, vice president
and general manager, Terex Cranes North
America. The transformation to lean
is almost complete, although with this
manufacturing process, lean is always
ongoing, always improving.
“In 2005, this facility was not producing
enough cranes for the market and was not
meeting customer’s schedules,” said Slater,
on a cool day in October, which saw the
first dusting of autumn snow. “The lines
each bolt or hose is tightened and then
a witness mark applied with a Sharpie
marker, proving every bolt or hose is
tightened to the right degree.
But it didn’t stop there. A training
program was developed to school workers
on how to properly tighten fasteners and
the witness mark system. Everyone on
the line went through the training, and
quickly there was a huge decrease in the
percentage of loose fasteners. As I toured
the plant, I saw lots of workers using
hydraulic tools to tighten bolts. With
each one, they stopped and completed the
witness mark, as they had been trained to
do.
Michael Hovanec, director of purchasing
and quality, has been with Terex Cranes
a little more than five years, and his
strategic mission, and that of the Quality
Team he leads, is to assure continuous
improvement in the realm of producing
high quality cranes.
“We track defects on everything,
including our suppliers, and we develop
corrective action plans for each defect,”
said Hovanec. “It’s an unusual mix, a value
proposition that involves a quality delivery
culture at a reasonable cost.”
Seeking customer input
The Quality Team meets weekly with
the Product Support team to discuss any
and all issues that arise from the cranes
produced in Waverly. Some of the work
of the Quality Team involves talking to
customers.
“The Voice of the Customer (VOC) is
important,” Hovanec said. “The larger part
Terex Cranes’ Waverly
facility has been
transformed from old and
out-of-date to lean, modern
and efficient.
D.Ann
Shiffler
reports.
In 2005, the facility was not producing
enough cranes for the market and was not
meeting customer’s schedules. In 2008,
the plant had record rough terrain crane
production and delivery – triple digits in a
month at one point.


